20.05.2024
Cómo beneficiarse de las bombas multitornillo en las industrias más exigentes
Máximo rendimiento y eficacia en industrias exigentes: Las bombas multitornillo son una solución óptima para una amplia gama de industrias y le permiten bombear incluso medios complejos de forma eficiente y fiable.
La tecnología de bombas multitornillo le ofrece varias ventajas, lo que la convierte en la elección óptima para aplicaciones industriales exigentes. Le mostraremos las ventajas y cómo beneficiarse.

Consultoría personalizada
Aumento de la eficiencia con bombas multitornillo
Una de las principales ventajas de las bombas multitornillo es su gran eficiencia energética. Esto le permite reducir significativamente sus costes de explotación. Gracias al diseño optimizado del husillo, esta tecnología alcanza un nivel de eficiencia excepcionalmente alto, que consume mucha menos energía que otros tipos de bombas. Las tolerancias de alta precisión en la producción caracterizan a las bombas multitornillo. El resultado es una reducción de los costes energéticos y fomenta una producción sostenible. Tanto si necesita bombear líquidos de baja como de alta viscosidad, las bombas multitornillo autocebantes ofrecen una solución potente y energéticamente eficiente que reduce el coste total de propiedad y le ayuda a alcanzar sus objetivos de eficiencia.
Bombas multitornillo: Benefíciese de su versatilidad
Las bombas multitornillo son sinónimo de versatilidad en todos los aspectos. Diseñadas para manejar una amplia gama de medios con eficacia, estas bombas pueden superar retos con líquidos de casi cualquier viscosidad. Su adaptabilidad es ideal para una amplia gama de industrias, desde el procesado de alimentos hasta la producción química, en las que es necesario transportar diferentes medios de forma segura y eficiente. Además, la innovadora tecnología de husillo permite una dosificación precisa y un caudal constante y sin pulsaciones. Esto no sólo protege el medio bombeado, sino también las tuberías y sistemas aguas abajo. Al optar por una bomba helicoidal múltiple, está invirtiendo en una solución que no sólo es técnicamente puntera, sino que también reduce sus costes a largo plazo.
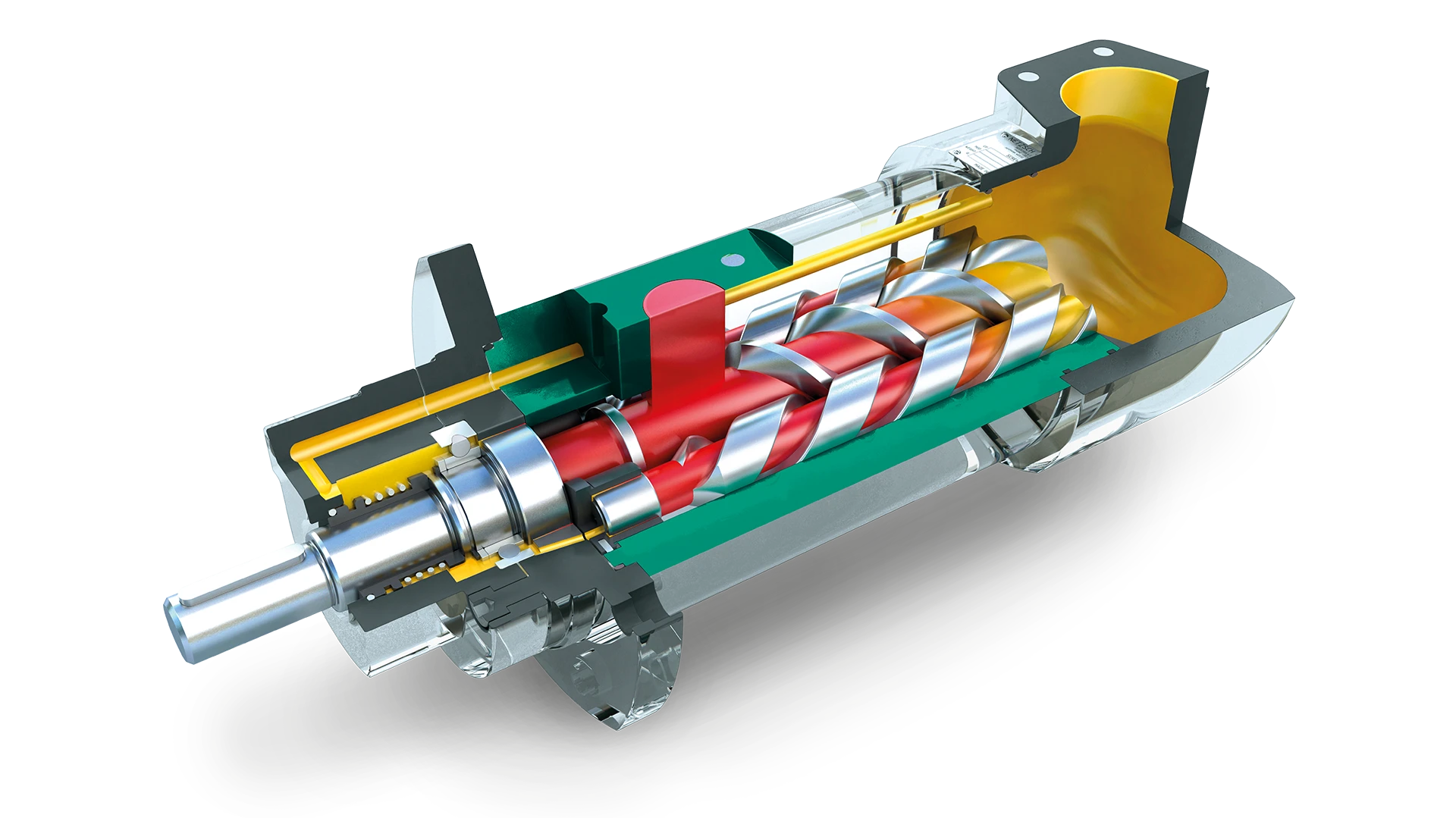
Caudal constante gracias a las bombas multitornillo
¿Es esencial para su proceso industrial un funcionamiento continuo y fiable? En ese caso, las bombas multitornillo son la elección correcta. Gracias a su precisa e innovadora tecnología de husillo, estas bombas proporcionan un caudal constante y sin pulsaciones, lo que las hace ideales para aplicaciones con un suministro continuo de líquido. Esta característica es especialmente beneficiosa para procesos de producción sensibles en las industrias farmacéutica, alimentaria y cosmética, donde cualquier fluctuación en el caudal puede afectar a la calidad del producto. Además, no hay contacto entre los husillos giratorios. Esto reduce significativamente la carga sobre los componentes de la bomba y, por tanto, aumenta la vida útil de todo el sistema.
Fiabilidad en condiciones extremas
Las bombas multitornillo están especialmente diseñadas para aplicaciones de alta presión y ofrecen una gran fiabilidad incluso en las condiciones de funcionamiento más duras. Estas bombas pueden generar altas presiones de forma continua, lo que las hace ideales para industrias en las que los líquidos deben transportarse a largas distancias o contra grandes resistencias, como en la industria del petróleo y el gas o la minería. El robusto diseño de las bombas garantiza una larga vida útil, minimizando el riesgo de averías y mejorando la seguridad y eficacia de sus procesos. Las bombas multitornillo también cumplen numerosas normas internacionales, como las del Instituto Americano del Petróleo (API).
Longevidad garantizada: Robustas bombas multitornillo
Otras ventajas de las bombas multitornillo son su diseño robusto y su larga vida útil. Gracias a los materiales de alta calidad y a las técnicas de fabricación más avanzadas, estas bombas pueden soportar incluso las condiciones de funcionamiento más exigentes, desde medios abrasivos hasta corrosivos. Esta resistencia no sólo minimiza sus necesidades de mantenimiento, sino que prolonga la vida útil de las bombas. Se beneficiará de unos tiempos de inactividad reducidos y de menores costes de funcionamiento, al tiempo que puede esperar un rendimiento constante y fiable. Además, las bombas multitornillo ocupan muy poco espacio. Esto las hace adecuadas incluso para aplicaciones en las que el espacio es limitado, como en la industria naval o de procesos.
Alta eficacia
Sin contacto entre metales
Ocupa poco espacio
Cómo minimizar el ruido gracias a las bombas multitornillo
Las bombas multitornillo se caracterizan por su funcionamiento silencioso. Esto no sólo protege las tuberías y sistemas aguas abajo, sino que también mejora el entorno de trabajo de sus empleados. El innovador diseño de las bombas multitornillo reduce significativamente las vibraciones y el ruido, garantizando el cumplimiento de las estrictas normativas sobre ruido. Especialmente en entornos de producción en los que las personas tienen que pasar muchas horas, el ruido causado por las bombas de engranajes, por ejemplo, puede provocar estrés e incluso problemas de salud a largo plazo. Puede reducir el nivel de ruido de su sistema utilizando bombas multitornillo.

Bombas multitornillo: Adaptables a sus necesidades
Soluciones personalizadas adaptadas específicamente a sus necesidades: esto es precisamente lo que representan las bombas multitornillo. Gracias al diseño modular de estas bombas, es posible realizar ajustes en la elección del material, la tecnología de sellado y la configuración para optimizar los medios que se van a bombear y las condiciones del proceso en su producción. Independientemente de las temperaturas extremas, las altas viscosidades o los líquidos corrosivos de que se trate, la flexibilidad de las bombas permite adaptarlas con precisión a sus necesidades, lo que aumenta la eficacia y fiabilidad de sus procesos.

75000
210
70
Aplicaciones que se benefician de las bombas multitornillo
Las bombas multitornillo son indispensables en diversas industrias y aplicaciones por su versatilidad y eficacia. Son especialmente adecuadas para las industrias química y petroquímica, donde bombean con fiabilidad medios agresivos y peligrosos. En la industria alimentaria y de bebidas, también se benefician del bombeo cuidadoso e higiénico de líquidos sensibles. En la industria del petróleo y el gas, por otro lado, esta tecnología le ofrece una solución eficaz y segura para bombear petróleo crudo y otros fluidos a altas presiones. Además, las bombas multitornillo son ideales para la dosificación y manipulación precisas de medios altamente viscosos y sensibles en la industria farmacéutica. El diseño robusto y la adaptabilidad de las bombas multitornillo las convierten en la opción preferida para aplicaciones que requieren la máxima fiabilidad y rendimiento.



Bombas multitornillo de la gama NETZSCH
¿Desea beneficiarse de las ventajas de las bombas multitornillo? En ese caso, NETZSCH Bombas & Sistemas es su socio ideal. Con la tecnología Bomba de husillos NOTOS® el especialista global en el manejo de medios complejos tiene en su cartera bombas particularmente eficientes y fiables en varios diseños. Todos los modelos de un vistazo:



Además de las bombas multitornillo, NETZSCH también ofrece bombas de cavidad progresiva NEMO®, bombas lobulares rotativas TORNADO®, bombas peristálticas PERIPRO®, así como sistemas devaciado y trituración debarriles. Nuestro servicio y soporte no terminan con la compra. Nuestros servicios van mucho más allá. Le ayudamos en todo, desde el asesoramiento, el mantenimiento y las piezas de repuesto hasta la reparación y modernización de su bomba, y le prometemos Proven Excellence: un rendimiento sobresaliente en todos los ámbitos.

