24.02.2025
Más información sobre los campos de aplicación de las bombas multitornillo
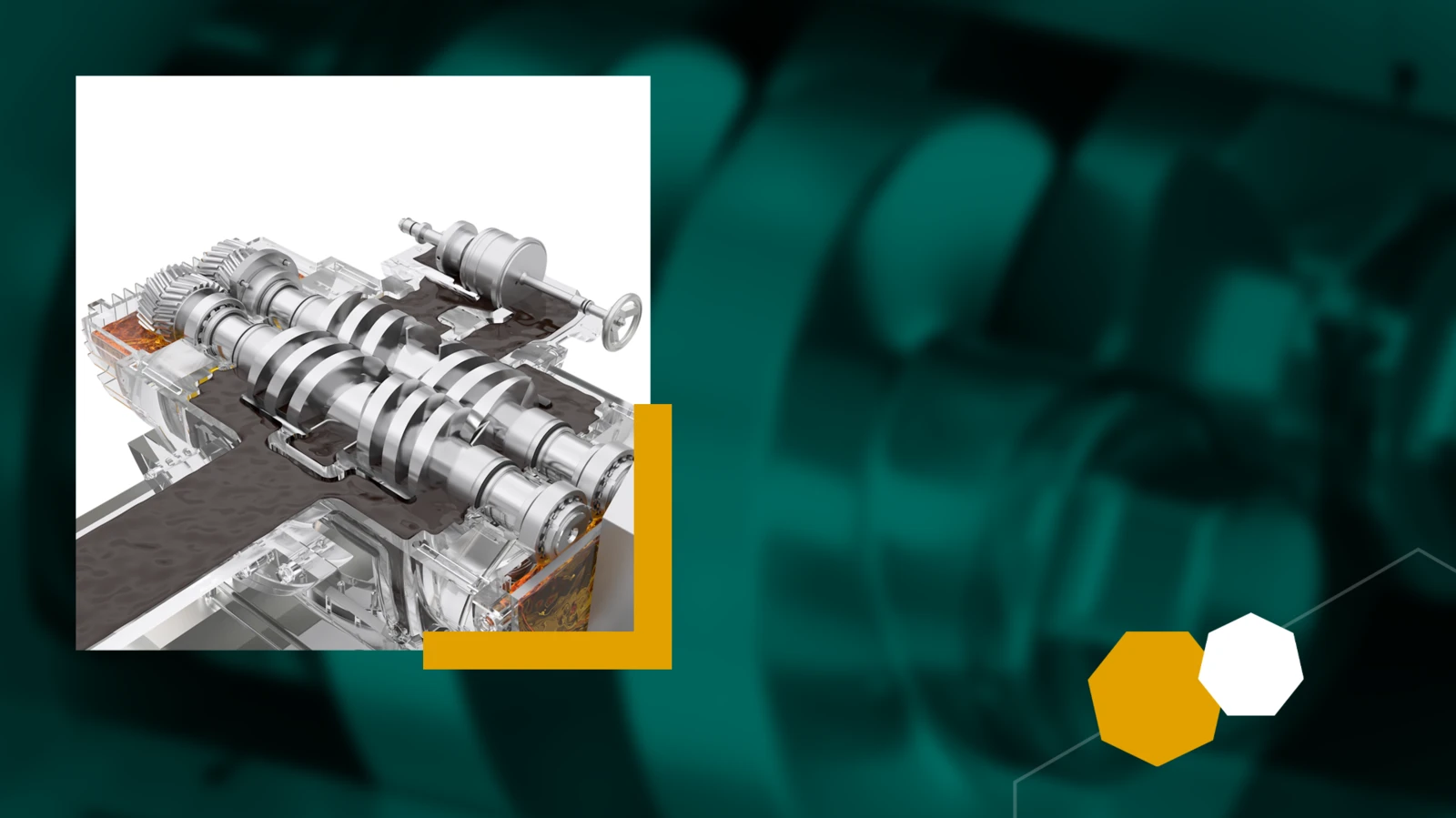
La bomba multitornillo se caracteriza por su capacidad para transportar fluidos de forma uniforme, eficiente y con ligeras pulsaciones. Gracias a su construcción robusta y su gran flexibilidad, se utiliza en diversas industrias.
Las bombas helicoidales son uno de los sistemas de bombeo más eficaces y fiables cuando se trata de bombear medios viscosos, abrasivos o sensibles. Sin embargo, ¿cuáles son los sectores y ámbitos de aplicación específicos en los que se utilizan? Le ofrecemos una visión general de los diversos campos de aplicación de esta tecnología de bombeo y sus ventajas.

Consultoría personalizada
Campos de aplicación industrial de las bombas multitornillo
Extracción de petróleo y gas: Rendimiento fiable incluso en condiciones extremas
Las bombas multitornillo son esenciales en la industria del petróleo y el gas para bombear de forma segura y eficaz medios como petróleo crudo, condensado de gas y petróleo pesado, incluso a altas presiones y temperaturas. Su robusto diseño permite un bombeo suave y sin pulsaciones, protegiendo los equipos y minimizando los requisitos de mantenimiento. Ya sea en campos de perforación, tuberías, carga o como bomba de aceite lubricante, la versatilidad de la bomba multitornillo y su capacidad para funcionar en condiciones extremas la convierten en la solución ideal para áreas de aplicación exigentes.
Industria química: Precisión y seguridad para procesos exigentes
Las bombas multitornillo satisfacen los elevados requisitos de la industria química bombeando medios agresivos, viscosos y sensibles de forma precisa, segura y eficaz. La resistencia de sus materiales a productos químicos como ácidos, álcalis o disolventes garantiza una larga vida útil y la seguridad de las instalaciones. Su bombeo sin pulsaciones las hace adecuadas para muchos procesos, desde la dosificación precisa de sustancias muy concentradas hasta el procesamiento de flujos de gran volumen. Las bombas multitornillo pueden incluso transportar suavemente medios sensibles al cizallamiento sin afectar a su composición química. Gracias a su alto rendimiento, sus reducidos requisitos de mantenimiento y su adaptabilidad, las bombas multitornillo son la opción preferida en la industria química para fabricar plásticos, aditivos y otros productos con la máxima seguridad.
Producción de alimentos y bebidas: Precisión higiénica para productos sensibles
Las bombas multitornillo también son cada vez más populares en la producción de alimentos y bebidas, ya que cumplen las normas de higiene más estrictas y pueden bombear medios delicados como zumos, yogures o aceites con suavidad y eficacia. Su capacidad para bombear medios de distintas viscosidades sin pulsaciones garantiza una calidad constante del producto, mientras que su diseño higiénico cumple los estrictos requisitos de la EHEDG y la FDA. Sus superficies lisas y fáciles de limpiar y su capacidad CIP y SIP garantizan la máxima seguridad alimentaria. La flexibilidad de la bomba multitornillo permite su uso en una amplia gama de áreas de aplicación, desde la dosificación de ingredientes líquidos hasta el transporte de bebidas carbonatadas.
Ventajas de las bombas multitornillo
Las bombas multitornillo ofrecen una gran variedad de ventajas, lo que las convierte en la solución preferida en numerosos ámbitos de aplicación industrial. Incluso en condiciones exigentes, su eficacia y fiabilidad las convierten en la primera opción en muchas industrias. Estas bombas ofrecen la máxima eficacia y adaptabilidad en la industria química o alimentaria o en la producción de petróleo y gas.
- Robustez: Su rendimiento se mantiene constante incluso en condiciones difíciles, como alta presión o sustancias abrasivas.
- Bombeo eficaz: Gracias a su innovador diseño, las bombas multitornillo transportan los medios de forma uniforme y eficiente.
- Versatilidad: Pueden personalizarse para distintos medios y aplicaciones.
- Higiénicas: existen versiones higiénicas para áreas sensibles como la producción alimentaria y farmacéutica.



Sepa por qué las bombas NETZSCH son la elección ideal
Con el Bomba de husillos NOTOS®nETZSCH Bombas & Sistemas, el especialista global en el manejo de medios complejos, ofrece una solución diseñada para satisfacer las más altas exigencias. Nuestras bombas no sólo se adaptan a los requisitos específicos de su industria, sino que también impresionan en todas las áreas de aplicación con la más alta calidad y durabilidad. La tecnología probada garantiza la máxima eficacia y unos tiempos de inactividad mínimos: una ventaja decisiva para sus procesos.
Además, ofrecemos una red mundial única de ventas y servicio. Nuestro servicio y asistencia no terminan con la compra. Estamos a su disposición, desde el asesoramiento y el mantenimiento hasta las piezas de repuesto, las reparaciones y la modernización. En NETZSCH, no conocemos límites a la hora de proporcionar a nuestros clientes un servicio de primera clase.

